Explanation of Draft Angles
All waterjets, including WAZER, leave a slight draft angle when cutting. This is because the cutting stream has more energy when it hits the top surface of the material being cut and less energy by the time it cuts to the bottom surface.
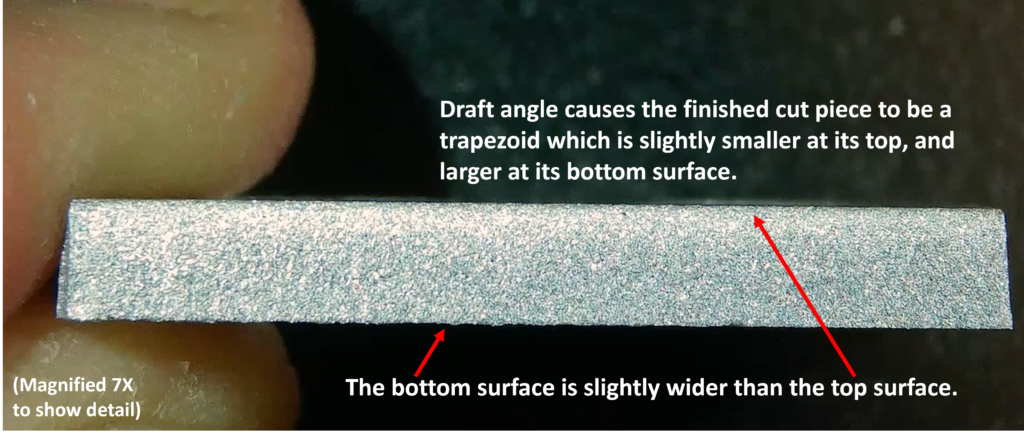
This causes a slightly wider cut at the top and a narrower cut at the bottom, and as a result, the cut piece is slightly smaller on its top, and slightly wider on its bottom surface. This can be seen below, as the cut piece takes the form of a mild trapezoid when viewed from the side.
This article explains the draft angle that you can expect from a WAZER waterjet and how you can reduce draft angle effect in your cutting.
- WAZER waterjet draft angles
- How to reduce the draft angle in your WAZER cuts
1. WAZER waterjet draft angles
The WAZER waterjet produces a draft angle that ranges from a low of less than 2 degrees, to a high of 12 degrees.
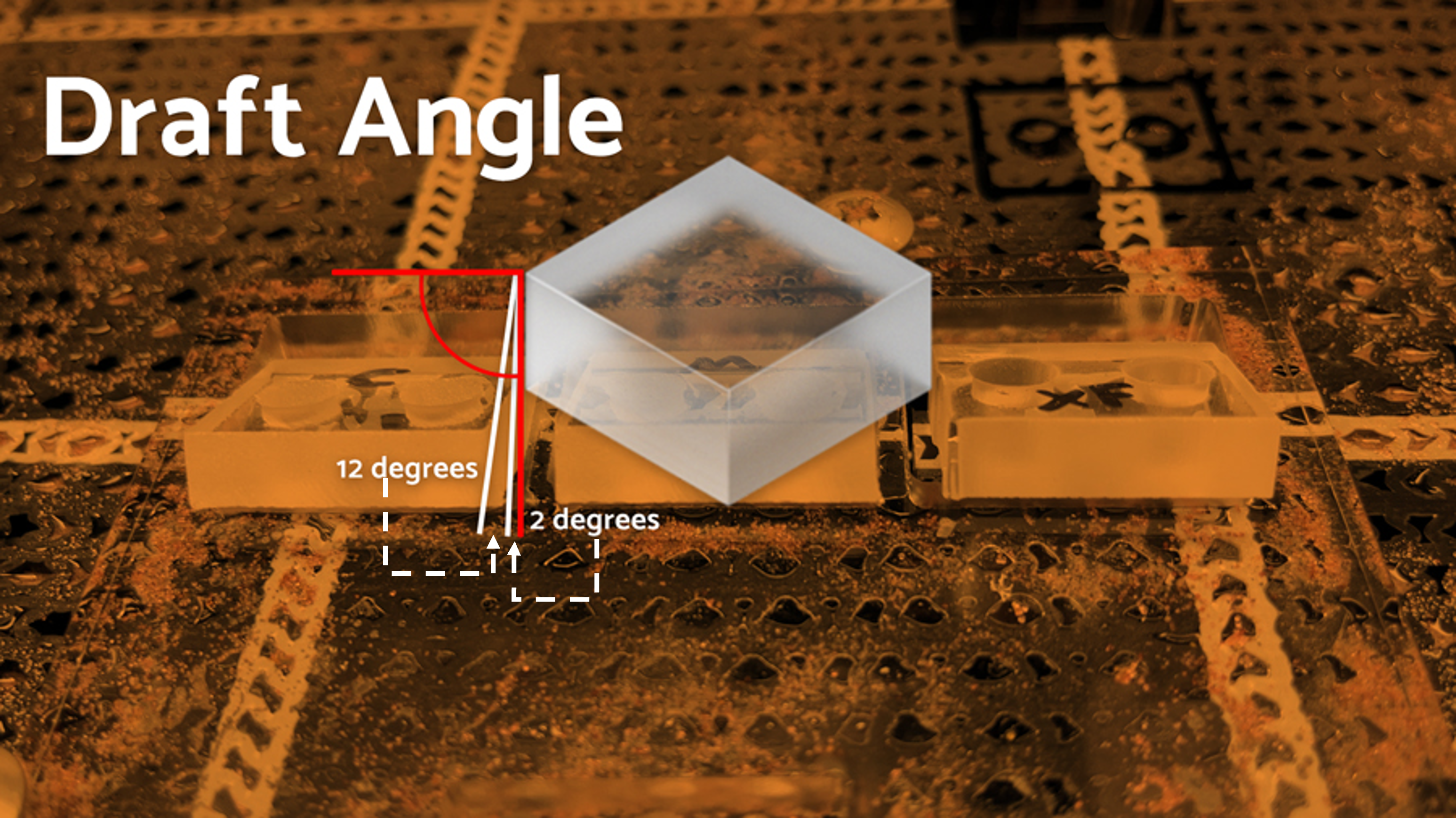
There is a range of 2-12 degrees because the draft angle is affected by two primary factors: the thickness of the material being cut, and the cutting speed of the waterjet gantry. See Table 1, below for the actual draft angles for a range of common materials, varying thicknesses, and multiple cut speeds.
- Material thickness – draft angle is greater with thinner materials, and less for thicker materials.
- Gantry cutting speed – faster cutting speeds have greater draft angles, while slower cutting speeds have smaller draft angles.
Material Thickness Affects Draft Angle
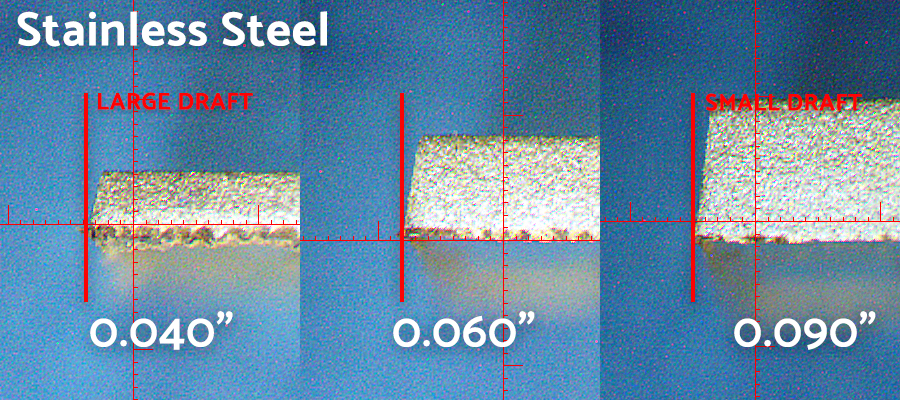
The photo-illustration below shows how different material thicknesses deliver different draft angles. As the thickness of the stainless steel increased from 0.040″ to 0.090″, the draft angle became smaller.
Cut Speed Affects Draft Angle
The two photo-illustrations below show how different cutting speeds deliver different draft angles. In both 0.1875″ Mild Steel, and 0.250″ Borosilicate Glass, as the cutting speed slowed down (going from “Coarse” to “Fine” cut), the draft angle again became smaller.
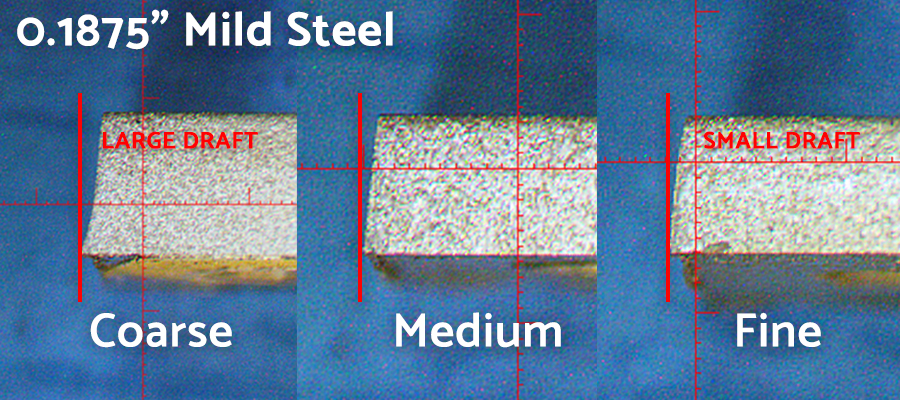
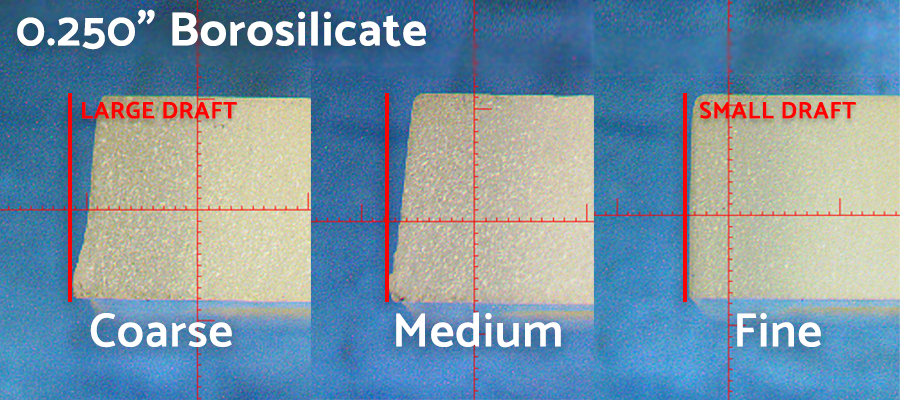
Table 1 below shows measurements of the draft angle effect for various materials, thicknesses and cut speeds. As you can see, the draft angles will be greatest for the thinner materials, and at faster cut speeds.
The column on the far right shares the implication for cut parts, showing the difference in the width of the top versus the bottom edges of the cut trapezoid. Although the draft angle decreases with thickness, the difference between the width of the top vs bottom edges actually increases with thickness.
These are illustrative samples, which demonstrate the draft angle effect – if draft angle is critical for your application, you may want to do test cuts in your specific materials or thicknesses to determine your actual draft angle.
TABLE 1. Draft Angle Measurements – Materials and Thickness Tests
| Material | Thicknesses tested | Cut Speed (inches per minute) | Measured Draft Angle | Delta width between top and bottom edges of the trapezoid, PER SIDE (in) |
| 6061 Aluminum | 0.032″ 0.063″ 0.08″ 0.125″ 0.3125″ 0.4375″ | 4.3 2.4 1.9 1.3 0.6 0.5 | 12.9 7.3 6.9 5.0 3.8 1.4 | 0.007 0.008 0.010 0.011 0.021 0.011 |
| 304 Stainless Steel | 0.03″ 0.06″ 0.09″ | 1.4 0.8 0.5 | 12.5 7.6 6.4 | 0.007 0.008 0.010 |
| Low-Carbon Steel | 0.125″ 0.1875″ 0.25″ | 0.3 0.3 0.2 | 6.4 4.3 4.4 | 0.014 0.014 0.019 |
| Moisture-Resistant HDPE | 0.25″ 0.375″ 0.5″ | 1.3 0.8 0.6 | 3.4 1.3 1.3 | 0.015 0.009 0.011 |
| Borosilicate Glass | 0.125″ 0.1875″ 0.25″ 0.375″ 0.625″ | 8.3 3.6 2.0 0.8 0.5 | 6.4 4.7 4.3 2.9 2.0 | 0.014 0.016 0.019 0.019 0.022 |
2. How to reduce the draft angle in your WAZER cuts
As noted, there is always some element of draft angle when cutting with waterjets and with WAZER. Depending on your actual use case, design and fabrication requirements, and your acceptable tolerances, the draft angle may or may not even be important for you.
If you must reduce the draft angle in your cuts, then the approach is to slow down the cut speed, however this has limitations and costs, and may not be cost effective.
- Table 2 below shows how a slower cutting speed can reduce the draft angle. For example, with 0.125″ 6061 aluminum, when the cut speed was reduced from 1.7 inches per minute (IPM) to 0.7 IPM the corresponding draft angle diminished from 5.7 degrees to 3.6 degrees, or 2 degrees of improvement.
- While the slower cut speed can reduce the draft angle, there is a significant trade-off and cost to achieve that improvement.
- With the slower cutting speed, the elapsed time to cut a part (in 0.125″ 6061 aluminum) and the amount of garnet abrasive consumed both increased 150%.
- Your cost per cut part is heavily affected by the amount of garnet abrasive consumed, so that increase in abrasive consumption will directly increase your cost per part.
- Furthermore, additionally slowing of the cut speed may not deliver further reduction of draft angle, and may only slow your cutting and add to your abrasive consumption expense.
- Hence, we believe that slowing the cut speed in order to reduce draft angle only a small amount is not necessarily the advisable approach in many (or most situations).
- Again, the column on the far right shows the implication for your cut parts: the difference in the width of the top versus the bottom edges of the cut trapezoid. In contrast to Table 1, in Table 2 below, the material thicknesses were held constant while the cut speed changed. Hence, as the cut speed decreased, there was a reduction in both the draft angle and the difference between the width of the top vs bottom edges of the trapezoid.
TABLE 2. Draft Angle Measurements – Cut Speed Tests
| Material | Thicknesses tested | Cut Speed (Inches per minute – IPM) | WAM Cut Quality | Measured Draft Angle | Delta width between top and bottom edges of the trapezoid, PER SIDE (in) |
| 6061 Aluminum | 0.125″ | 1.7 1.5 1.3 0.6 | Coarse Medium Fine Extra Fine | 5.7 6.4 5.o 3.6 | 0.012 0.014 0.011 0.008 |
| 304 Stainless Steel | 0.09″ | 0.5 0.2 | Fine Extra Fine | 6.4 6.0 | 0.010 0.009 |
| Low-Carbon Steel | 0.1875″ | 0.5 0.4 0.3 | Coarse Medium Fine | 5.4 4.9 4.3 | 0.018 0.016 0.014 |
| Moisture-Resistant HDPE | 0.375″ | 1.1 0.9 0.8 | Coarse Medium Fine | 2.4 2.4 1.3 | 0.016 0.015 0.009 |
| Borosilicate Glass | 0.25″ | 2.5 2.2 2.0 1.0 | Coarse Medium Fine Extra Fine | 5.6 5.7 4.3 2.3 | 0.024 0.025 0.019 0.010 |
You can slow down your cutting speed and reduce the draft angle in your cuts, by using WAZER’s WAM software. The software allows you to select the Cut Quality, which will adjust the cutting speed, or the speed of the gantry motion on your WAZER waterjet. Here’s how:
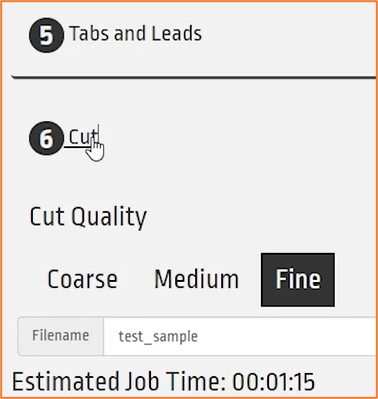
- In WAZER’s WAM software, you can select Coarse, Medium, or Fine Cut Quality, as shown at left.
- This Cut Quality setting directly controls the gantry motion speed.
- Coarse cutting will have a faster cut speed, while fine cutting will have a slower cut speed.
- The coarse cut quality and fast cutting speed will result in greater draft angle.
- In contrast, the fine cut quality with a slow cutting speed will reduce the draft angle.
- To reduce the draft angle, choose the Fine Quality setting in WAM.
Conclusion
All water jets produce a draft angle, which varies by the thickness of the material being cut, and the speed of gantry. Thicker materials, and slower cutting speeds will reduce the draft angle, while the opposite will increase the draft angle. For the WAZER, the draft angles range from a low of less than 2 degrees, to a high of 12 degrees.
In order to reduce the draft angle for any given material and thickness, use the Fine Quality cutting option in WAZER WAM software, which will slow the cutting speed.


