
Forging meets materials science in Alec Steele’s latest project: diffusion-bonding a high-carbon steel core to titanium cladding, sometimes with copper, nickel, silver—and even gold—interlayers. It’s a hard problem: titanium and iron want to form brittle intermetallics right where toughness is needed most. Steele approached it like a lab—tight variables, controlled atmospheres, standardized test coupons—and WAZER Pro turned the whole thing from “clever experiment” into “reliable data.”
“What I want is for rectangles out of everything, and fortunately, last week WAZER kindly sent us just the machine for doing that.” – Alec Steele
The bonding problem in one paragraph
Diffusion bonding relies on truly intimate contact: oxide-free surfaces, plastic deformation to smash asperities, sufficient temperature for atomic diffusion, and steady pressure. That’s challenging even for steel-to-steel; for steel-to-titanium it’s worse, because Ti-Fe intermetallic compounds can grow at the interface and shatter under load. The usual workaround is a “buffer” interlayer (Cu/Ni/Ag/Au) that diffuses readily and resists brittle phase formation—at least long enough to get a usable bond.
The experimental plan
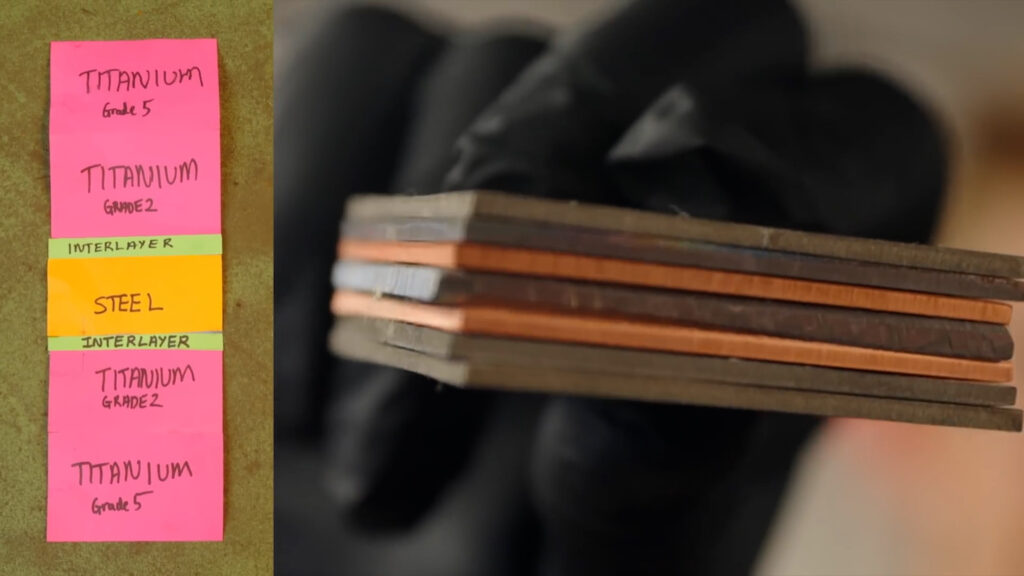
- Stacks: 1080 steel core, interlayer both sides, Grade 2 titanium jackets, and (on some billets) Grade 5 outer skins.
- Interlayers & thicknesses: copper (0.1, 0.7, 2.0 mm), nickel (~2 mm), silver (0.3 mm), gold (foil).
- Environment: steel “argon boxes” to purge oxygen and keep surfaces clean at heat.
- Targets: ~850 °C, with pressure/time/finish held consistent so individual variables (interlayer material and thickness) could be compared head-to-head.
- Tests: visual inspection, 90° bends, then harden & temper followed by more bends and edge cutting.
Delivery day: WAZER Pro arrives — quick setup, big grins


“We got a waterjet cutter!” – Alec
When WAZER Pro rolled into the shop, Steele was visibly energized—equal parts kid-on-Christmas and engineer-on-deadline. Uncrating led straight into a no-nonsense setup: position the unit, fill and level, run the purge, load the included SD card, and kick off a calibration cut. The on-machine UI made the process feel guided rather than fussy, and he completed his absolute locating jig cut in 18 minutes. That “it just works” moment set the tone for the entire project.
Where WAZER Pro changed everything
The moment billets came out of the forge, the team needed to “see inside,” extract identical samples, and preserve geometry across all variants. WAZER Pro became the backbone of that workflow.
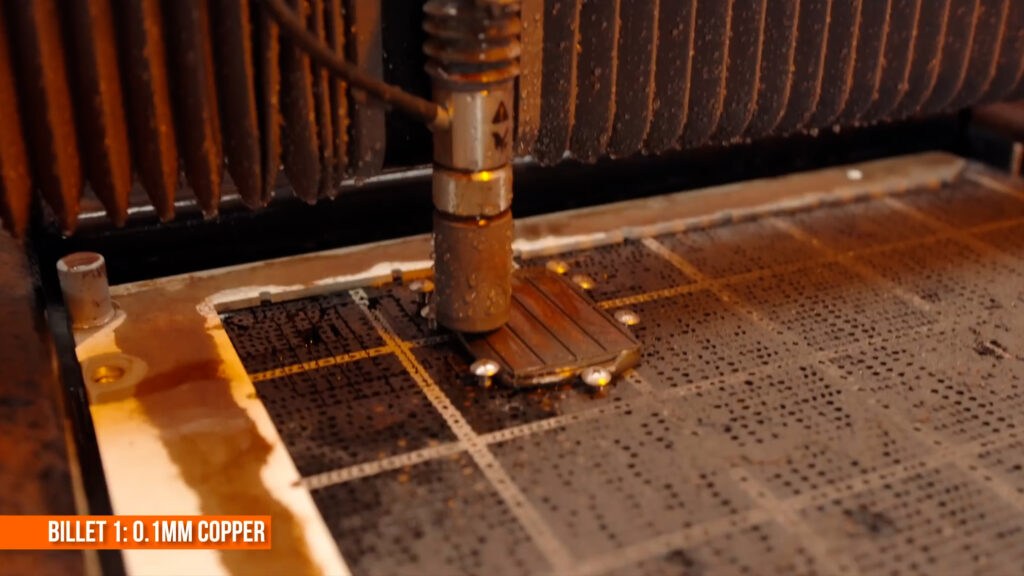
- Cold sectioning, zero drama
With waterjet cutting there is no heat-affected zone, so edges stay honest. Delaminations, diffusion fronts, and voids show up as they are—no smearing, softening, or recast layer to mask the truth. Hardened billet? Doesn’t matter. WAZER Pro cuts what bandsaws won’t touch. - Repeatable fixturing and datum control
A quick datum frame established reference edges and mirrored tabs so each billet produced coupon sets with identical geometry. That means bend tests compare metallurgy—not differences in sample shape. - Fast to first part
Fill, level, purge, load a file, start. Short calibration jobs proved cut consistency and locked in offsets before the “real” sectioning began. That speed kept the forge–test loop tight. - Process feedback, not downtime
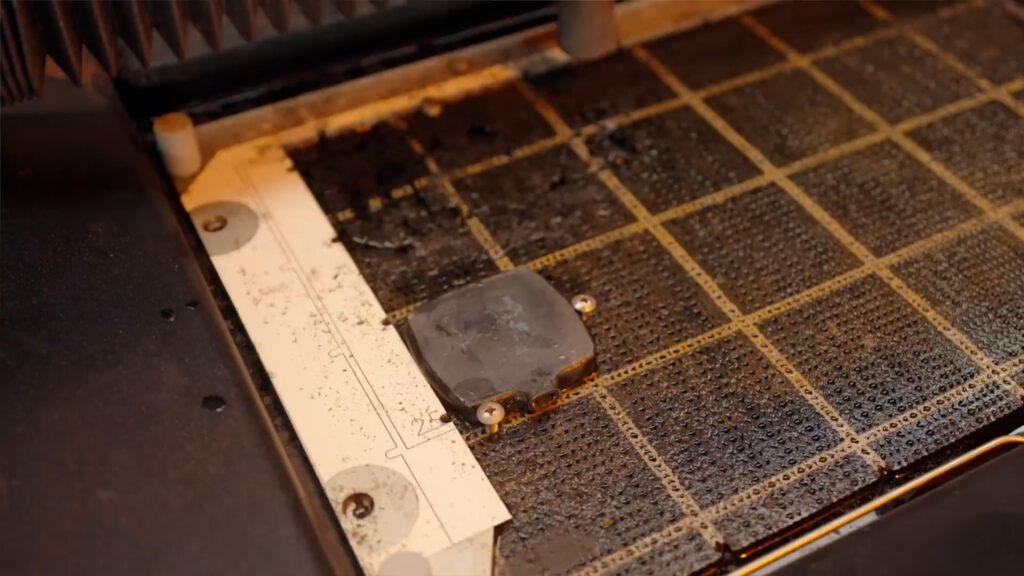
One billet’s sealed jacket trapped a bubble that hydro-formed under jet pressure and briefly jammed the nozzle. The takeaway wasn’t “stop cutting,” it was “improve venting.” With easy pause/clear/restart, the section cut finished and the anomaly became a data point—not a lost day.
What the coupons revealed
Before heat-treat
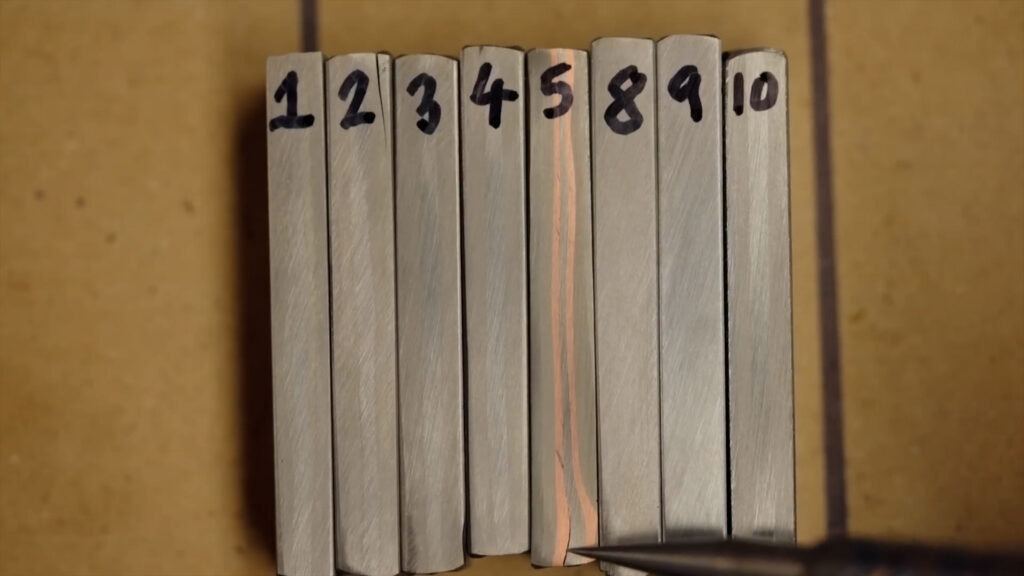

- Gold: out early. The foil version failed before serious testing.
- Copper / Nickel / Silver: all three interlayers produced bonded Ti↔steel stacks at ~850 °C.
- Wavy layers: pronounced sinusoidal distortion was visible in thick copper and in silver. That’s consistent with differential thermal expansion and contraction between the layers, amplified by any prior hammering history.
After harden & temper
Heat-treat was the real filter. Several interlayer interfaces that looked fine pre-HT developed cracks, edge splits, or full delaminations after quench. It’s the classic coefficient of thermal expansion mismatch problem: when layers cool at different rates and to different lengths, internal tension finds the weak path.


“This is then going to be the perfect time to use the waterjet again, because it will be impossible to bandsaw the hardened steel” – Alec Steele
The lab-inspired twist: no interlayer
A materials researcher suggested a counter-intuitive route: skip the interlayer, minimize time and temperature, maximize pressure, then quench immediately—bonding and hardening in a single sprint so intermetallics can’t grow. Steele ran it: preheat for speed, press hot, straight to oil, temper promptly, then back to WAZER Pro for sectioning and coupons.
Result: in bends, failure did not occur at the Ti↔steel interface. Instead, fractures showed up at the Grade 5↔Grade 2 titanium interface—leaving the Ti↔steel joint intact under serious load. That’s a winning failure mode: the new interface wasn’t the weak link.


Edge-cutting trials
Cutting tests on bronze filler rod sharpened a new question. The direct-bond billet’s edge rolled more than expected, while surviving Cu/Ni interlayer billets cut closer to the steel control. The likely culprit is heat history: quenching a thick block vs. a thin coupon can change the core’s as-quenched hardness. WAZER Pro can’t answer hardness—but it did make the comparison possible the same day.
Technical sidebar: why those wavy layers appear
Layer waviness in clad stacks often traces to coefficient of thermal expansion (CTE) differences: Ag and Cu expand/contract more than Ti; Ni and steel sit closer. During heat cycles, the higher-CTE layers “want” to get longer and then shorter; titanium resists. If the interface is strong and the layers are thick enough, that tug-of-war buckles into gentle sine waves. Add forging history (directional strain) and you get the exact ripple patterns seen in copper and silver stacks.
Why WAZER Pro was the perfect tool for this job
- Indifferent to hardness: post-quench, post-temper, or work-hardened—WAZER Pro sections it cleanly. That makes high-pressure, immediate-quench workflows practical to test in a single session.
- Geometry equals science: datum frames, mirrored tabs, and canned coupon profiles remove “shape” as a variable, letting metallurgy speak for itself.
- Fast iteration: quick setup and short calibration runs mean billets can go from forge to bend jig in mere hours.
- Truth on the cut face: waterjet sections expose what’s really happening at interfaces—no thermal masking, no burrs, no wheel loading, no recast.
What this means
The signal is clear: under maximum pressure and minimal time/temperature, a direct Ti↔steel bond can outperform traditional interlayer bonds in bend tests, provided cleanliness and atmosphere are controlled. That doesn’t kill interlayers; it narrows their use to cases where they bring a different benefit (e.g., specific galvanic behavior or diffusion brakes).
With WAZER Pro slicing identical specimens on demand, Steele can keep the experiments aggressive, controlled, and repeatable—the sweet spot where blacksmithing meets real materials science.
- Alec Steele’s Official Website: https://alecsteeleblacksmith.com
- Video: Titanium to Steel Diffusion Bonding Part 1 – YouTube Link
- Video: Titanium to Steel Diffusion Bonding Part 2 – YouTube Link


