
Gas Monkey Garage approaches SEMA builds differently than long-term restorations. The 1970 Chevelle, known internally as the “Sinister Chevelle,” was conceived as a compressed, high-pressure project destined for the SEMA Show floor. From the beginning, the build was defined by a hard deadline rather than an open-ended design phase. Major systems were being finalized while other areas of the car were already assembled, painted, or trimmed, which left little room for delay or rework.

That working style shaped how parts were made. Components were not just custom for performance or aesthetics. They were custom because nothing off the shelf could fit a one-off chassis and exhaust layout that was still evolving deep into the build.

Timeline Pressure and Why In-House Cutting Mattered


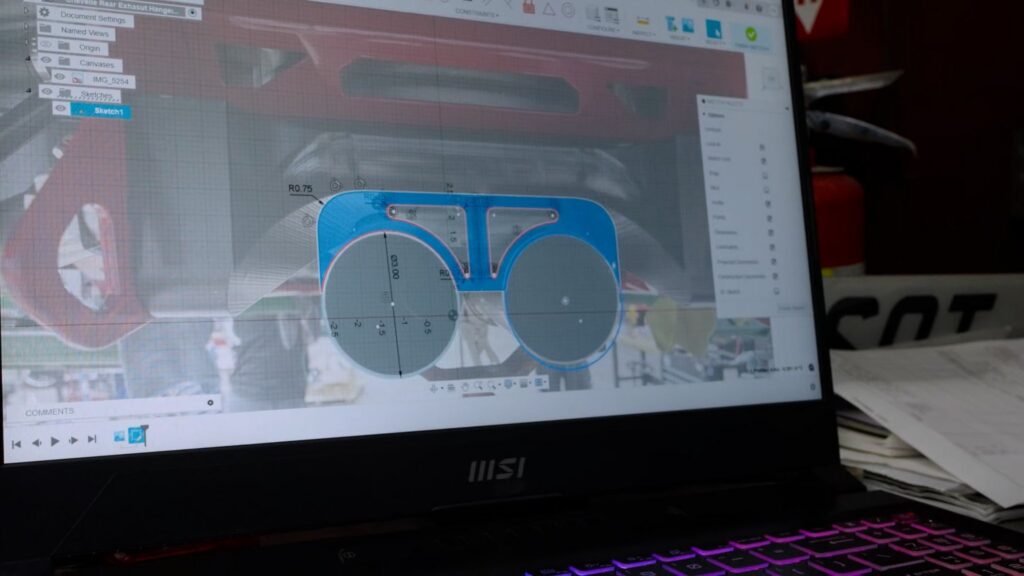
“See this little piece here? There’s two exhaust holes right there. This needs to be up and centered.”
As the Sinister Chevelle neared completion, the team ran into a familiar SEMA problem. Certain parts could not be sourced fast enough from outside vendors without risking the entire schedule. Even a small bracket or mount, if delayed, could stall multiple downstream tasks. Waiting days for a third-party shop was effectively the same as stopping work altogether.
This is where WAZER became part of the critical path rather than a convenience. Having the ability to design parts, cut it immediately, and test fit it in the same afternoon meant Gas Monkey could keep momentum even as late-stage changes surfaced.
The Exhaust Mount on the Sinister Chevelle

The exhaust mount is a clear example of this dynamic. Unlike decorative or optional components, this part had to locate and support the exhaust precisely relative to the chassis and body. The geometry was dictated by the car itself, not by a catalog dimension, which meant the mount had to be fully custom.

During the build, the part was designed in CAD, translated into a cut file in the WAM software, and sent straight to WAZER Pro. After cutting, the evaluation was straightforward and practical. “We got a little bit of cleanup to do. Not much just a quick sand,” followed by a test fit that confirmed the mount landed exactly.

The key point is not the part itself, but the timing. This was a final-use component made late in the build, under deadline pressure, when outsourcing would have introduced unacceptable delays.
The Ferrari 6×6 Flange as a Parallel Example

Meanwhile there was another project running in parallel at Gas Monkey Garage. A flange for the intake and throttle body that was cut on WAZER belonged to the Ferrari 6×6 build. A project was also heavily customized and time-sensitive.

Both parts shared the same constraint: they needed to be fully custom and produced quickly. The difference was context. On the Ferrari 6×6, the flange supported an ongoing experimental build loaded with bespoke components. On the Sinister Chevelle, the exhaust mount supported a non-negotiable SEMA deadline.
“Now we’re going to go cut this on our WAZER. The nice part about this is the fact that we can cut half inch aluminum.”

Why WAZER Was the Right Tool in Both Cases

“It’s going to give us a nice clean edge that we’re not going to have to do much cleanup work.”
In both builds, WAZER filled a gap that other tools could not. Manual fabrication would have required additional fitting and rework. Plasma cutting would have struggled with precision and finish on small, functional details. Outsourced machining would have produced excellent parts, but on timelines that did not match the realities of either project.

For the Sinister Chevelle especially, WAZER allowed Gas Monkey Garage to treat late-stage fabrication as an extension of design rather than a bottleneck. The ability to cut final-use metal parts in-house, immediately, and with predictable results is what allowed the team to keep moving forward when the clock was working against them.
“We built this car inside of about 60 days. I was aiming for 30.”




